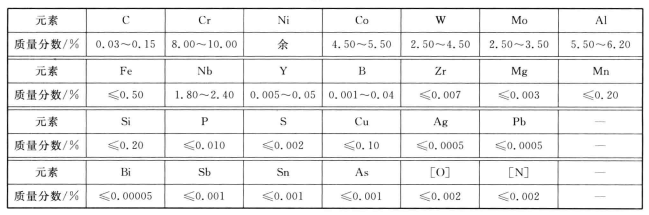
DZ4951是镍基沉淀硬化型定向凝固柱晶高温合金,具有高熔点低密度特点,使用温度在1100℃以下。合金的组织稳定,具有较好的中高温力学性能和抗冷热疲劳性能。具有较高的抗高温氧化、耐热腐蚀、性价比高和优异的可铸性等特点。适用于制作燃气涡轮发动机在1100℃左右工作的涡轮导向叶片和1050℃工作的涡轮工作叶片。
合金已用于制作燃气涡轮发动机涡轮导向叶片和涡轮工作叶片。
合金的组织稳定性较好,经900℃~1100℃长期时效后无TCP相析出。采用粉末包装或低压渗Al工艺,在叶片表面形成铝化物或AlSi涂层,可提高合金的抗高温氧化和耐热腐蚀性能。
Q/KJ.J02.30 DZ951铸造高温合金锭规范
采用真空感应炉熔炼母合金,真空定向凝固炉中重熔和浇注定向凝固铸件和试棒。
摘自Q/KJ.J02.30,合金的标准热处理制度为:1220℃×4h/AC+1050℃×4h/AC+870℃×24h/AC。
母合金以铸态供应,定向凝固铸件经固溶、或经标准热处理后供应。物理、弹性和化学性能
采用定向凝固可铸成壁厚小于1mm的薄壁零件。铸造收缩率约为2%。
可以进行钎焊焊接,推荐采用B-Ni55NbCoWCrAlSiMoTi(C)-S钎料。
同合金的标准热处理制度,零件也可以在铸态下使用。渗Al和消除内应力的退火处理制度为:1100℃×4h/AC。
采用粉末包装或低压渗Al工艺,在合金表面形成铝化物或AlSi涂层。5 切削加工与磨削性能可在较低转数下进行车、钻、铣、刨和磨削。
(1)淬火钢的粗加工:车削加工热处理过的齿轮、齿圈的生产过程中,一些齿轮、齿圈淬火或渗碳淬火后,硬度一般在HRC55以上,有的硬度达到HRC60甚至HRC65左右。有的齿轮热处理后变形严重,特别是渗碳淬火后的大齿圈、大齿轮(如高铁齿轮、工程机械大齿圈、重工行业用大齿圈等),这些大型齿轮齿圈淬火后变形量非常大,这就涉及到淬火钢粗加工。
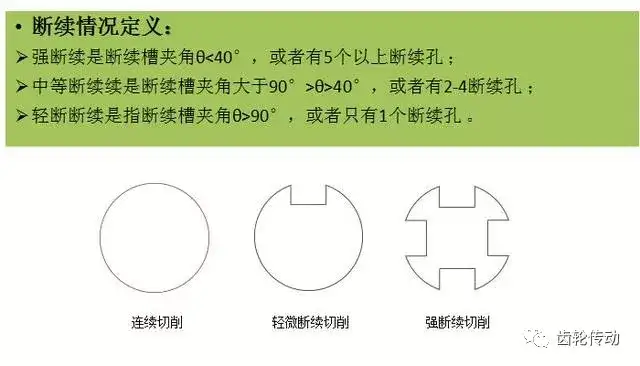
(2)淬火钢的断续加工:断续切削加工一直是个难题,何况是动辄HRC60左右的高硬度淬火钢。特别是在高速车削淬火钢时,如果工件有断续切削,刀具在断续切削淬火钢时会受到每分钟100次以上的冲击来完成加工,对刀具的抗冲击性能是个很大的挑战。以汽车齿轮加工为例,淬硬齿轮以车代磨已经成为一种趋势,据了解,作为齿轮产业的三大市场之一,车辆齿轮占据了齿轮市场总额的62%,其中汽车齿轮又占据了车辆齿轮市场份额的62%。也就是说,汽车所用齿轮占有了整个齿轮市场近40%的比重,可见齿轮对于汽车产业的重要性。虽然淬火钢的以车代磨和硬车削已经很普及,但汽车淬硬齿轮加工过程中仍然遇到很多问题,如一些汽车齿轮内孔有油孔,刀具在高速运转时期遇到油孔容易崩刀、齿轮的位置公差难以保证等等。
(3)淬火钢的切槽加工:如同步器滑套啮合槽淬火后的硬车削加工,虽然刀具制造商开发出了同步器滑套专用切槽刀具,但刀具的寿命仍然不尽如人意。
(4)淬火钢车削的光洁度问题:如轴承钢淬火后车削加工一般要求很好的表面光洁度,Gcr15钢是常用轴承钢,淬火后硬度一般在HRC62左右,在生产加工过称中,由于轴承的精度和光洁度要求非常高,如果设计调整好刀具的刃口,使用CBN刀具加工淬火钢时车削光洁度可达到Ra0.4。